![]()
 全國服務熱線021-64162222
全國服務熱線021-64162222




 硬密封蝶閥
硬密封蝶閥 閥門首頁 > 產品展示 > 蝶閥 > 硬密封蝶閥 >
閥門首頁 > 產品展示 > 蝶閥 > 硬密封蝶閥 >
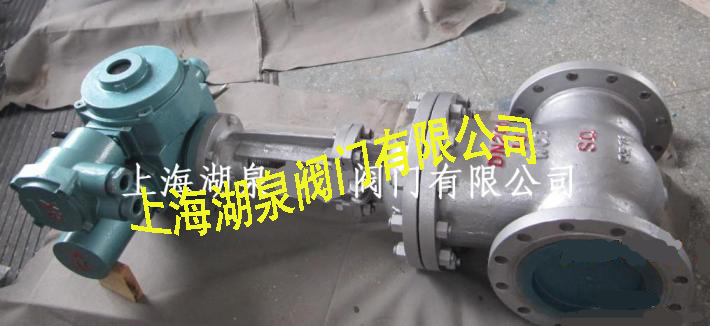
產品名稱:電動硬密封三偏心蝶閥[ 2019-12-10 ]


- 訂購熱線:021-64162222

- 訂購傳真:021-62677999

- 質量穩定:實行全過程質量監控,細致入微全方位檢測!

- 價格合理:高效內部成本控制,減少了開支,讓利于客戶

- 交貨快捷:先進生產流水線,充足的備貨,縮短了交貨期!
- 產品介紹
- 規格尺寸
- 結構圖片
一、電動硬密封三偏心蝶閥概述
電動硬密封三偏心蝶閥的密封面是斜錐面,閥體密封圈與蝶板組合件密封圈的接觸為面接觸,其工作原理是靠驅動裝置扭力直接帶動蝶板組合件,使蝶板組合件密封圈與閥體密封圈充分接觸后產生彈性變形而密封。三偏心金屬硬密封蝶閥作為一種高性能閥門,具有耐腐蝕性好、密封可靠、開啟力矩小等優點。三偏心硬密封電動蝶閥DN1200,其中閥體密封圈材料為1Cr18Ni9Ti,蝶板組合件密封圈材料為復合的不銹鋼板與石棉板夾層組合件,閥體密封圈與蝶板組合件密封圈的加工質量直接決定蝶閥密封性能。
二、電動硬密封三偏心蝶閥加工工藝
1、 從三偏心金屬硬密封蝶閥的結構特點分析,蝶板組合件密封圈為不銹鋼板與石棉板的組合件,閥體密封圈為硬質合金,硬度很高,進刀量很難控制,不易一次加工成型,而且加工面的粗糙度要求很高。為保證加工要求,工藝過程為閥體或蝶板組合件粗加工—閥體密封圈堆焊硬質合金—保溫12h—熱處理消除熱應力—上工裝粗車密封面—上工裝精車密封面—上磨頭磨削密封面—閥體與蝶板組合件合鏜軸孔—強度試驗—密封試驗。
2、加工工裝
蝶板組合件密封圈與閥體密封圈密封面(加工面)均為斜錐面。閥體密封圈的錐體中心線與空間垂線夾角為8°,蝶板組合件密封圈的錐體中心線與空間垂線夾角為8°,為此設計閥體密封圈加工工裝與蝶板組合件密封圈加工工裝。
3、閥體密封圈加工
閥體起密封作為的為密封圈,焊接在閥體內。在2.5m立車上將組焊好的閥體裝夾在閥體密封圈加工工裝上,將立車刀桿旋轉8°,根據圖紙設計要求,找正后沿圓錐母線方向走刀,車至未焊不銹鋼前的尺寸。然后堆焊不銹鋼,最后將焊好不銹鋼的閥體重新上立車,按上述方法車閥體密封圈至圖紙要求尺寸。最后在立車刀架上裝磨頭,對閥體密封圈進行磨削處理,使其達到圖紙設計粗糙度要求。
4、蝶板組合件密封圈加工
蝶板組合件起密封作用的零件是密封圈,密封圈為斜錐結構,其錐頂角為16°,厚度為13.5mm,由5層石棉板及4層不銹鋼板復合而成。密封圈必須與蝶板和壓環等組裝在一起,加工時才能防止密封圈夾層中的不銹鋼板及石棉板翹曲變形。根據其結構特點,對蝶板組合件密封圈采用以下加工方法:(1)先在2.5m立車上分別把蝶板和壓環上的各止口加工到圖紙要求尺寸,外圓不加工;(2)按圖紙要求對壓環鉆孔,蝶板鉆孔攻絲;(3)壓環、密封圈和蝶板按圖紙裝配,將蝶板組合件工裝用螺栓緊固在閥體工裝上,然后再將蝶板組合件裝夾其上。立車刀桿旋轉8°車壓環、密封圈和蝶板至磨削尺寸;⑷用同樣厚度鋼板替下密封圈,車壓環、蝶板各錐面至圖紙尺寸;(5)工裝不動,將壓環、密封圈、蝶板重新按要求組裝,然后在立車刀架上裝磨頭,對密封圈進行磨削處理,使其達到圖紙設計粗糙度要求。
5、閥桿軸孔加工
將蝶板組合件放入閥體內,調整好蝶板組合件與閥體的相對位置后,倒入皂化液,5分鐘之內無滲漏,將蝶板組合件壓緊,合鏜閥體與蝶板的軸孔。
采用此工藝方法加工閥體密封圈與蝶板組合件密封圈,便于操作,工作效率高,能夠很好的保證密封面的幾何精度,其強度試驗及密封試驗均達了設計要求,具有良好的實用價值及推廣價值。
上一篇:電動硬密封蝶閥 / 下一篇: d971h電動硬密封蝶閥
 閥門資訊
閥門資訊 電動閘閥中英合資的品牌生產廠家
電動閘閥中英合資的品牌生產廠家








 滬公網安備 31011402005796號
滬公網安備 31011402005796號
 走進湖泉
走進湖泉